In this article:
Producing more with the same plant: a dream that becomes reality
In this case history, we will see how a change applied to the paint curing process can result the best solution to the increasingly pressing need of those entrepreneurs willing to make the plant in use more efficient, without having to resort to any additional production lines.
A need particularly pressing the automotive sector, in which Brembo SpA – a company that we had the honour to support in this process of production efficiency – is one of the most prestigious companies for the supply of components and spare parts.
The stringent demands of an increasingly competitive and unstable market, in which drops and peaks in demand alternate in an unpredictable way, make every entrepreneur uncertain about investments for the future. A step to be evaluated very carefully and which sometimes involves moving the plant, with all the consequent difficulties.
“Can I produce more, speeding up processes and optimising available spaces?”
This is the urgent question that is increasingly addressed to us in the context of first-level suppliers to OEMs, generated by the need to keep clients close, produce more and diversify the offer.
If you know us, by now you should know that for us the answer is always positive.
Just know how to trace the path.
As consultants specialised in fluid handling and in optimising plant yield, we have already done this several times, achieving results beyond all expectations.
We did this, for example, alongside Alstom Ferroviaria and Koerber Tissue.
Numbers and tests in hand, we will let you get to the heart of the experience that has seen us supporting Brembo in the efficiency of a brake discs production line, intervening in the paint curing phase with results considered to be of an exceptional value by the client himself.
In fact, the paint drying and curing phase affects considerably the duration of the entire process, also requiring, for the entire drying process’s length, the availability of very important spaces, unusable for other activities.
Movingfluid’s approach is always characterised by a deviation from traditional solutions. Where everyone would go in one direction, our way of thinking and acting “out of the box” often identifies unexpected paths.
To increase production, many entrepreneurs try as much as possible to use systems based on new technologies, capable of offering high performance at lower costs than traditional systems.
We have seen it differently.
There is no need to upset your plant.
Most of the time, you just need to make what you still have work better.
Your time is precious.
Optimise it starting with a phone call.
Brembo’s request
Brembo is one of the world’s largest manufacturers of braking systems and components for cars, motorcycles and industrial vehicles, with factories on 3 continents and over 11,000 employees.
Among their clients, we mention the Volkswagen Group and Mercedes Benz. Brembo produces annually around 19 million brake discs. Among them, 150,000 pieces as compatible aftermarket components for the Mercedes Benz brand.
The request through which Brembo addressed to us was to speed up production times, delivering many more pieces per day, to cope with the increase in demand.
Being the plant already at its maximum capacity, the new production line should have saved space at the same time, thus avoiding the possibility of having to expand the industrial site.
In other words, eliminate wastes of spaces and times, creating value for the market.
Starting data and project purpose
Below is the starting situation which the Movingfluid professionals dealt with.
Phases and timing of the painting process with a hot air oven
Using the convection oven, the paint data sheet provides for the disc to be exposed to a temperature of 150°C/175°C for about 10 minutes, so that an accelerated crosslinking takes place.
To that time, a further 10 minutes’ time must be added, being necessary for cooling the pieces, for a total cycle time of about 20 minutes.
To allow paint curing and following cooling to take place with such extended timings, it goes without saying that the necessary space is large, requiring a path’s length capable of accommodating all the pieces being processed.
At the end of the production process, the discs are marked and finally packed in the boxes that will contain them.
From there, they are then sent for distribution on a worldwide scale, to be finally sold in the aftermarket.
Goals
Starting from the situation outlined above, Movingfluid is asked to develop a solution that will meet several final objectives at the same time:
- accelerate the crosslinking and drying process of the applied paint compared to a convection oven
- guarantee the maintenance of the technical characteristics of the paint, thus preserving its quality
- make the disk manageable in the shortest possible time after the paint curing phase, so to allow the unloading of the marking plant and the passage to the packaging phase
Starting from the initial test carried out with a convection oven, these are the primary operational objectives identified for achieving the final purpose:
- obtain the same drying results, reducing curing times with alternative methods to hot air
- heat the workpiece only on the surface
- force cooling to reduce process times
Technical data
- Item: car brake disk
- Material: cast iron and steel
- Critical area: cast iron and steel coupling, where paint thickness is greater
- Cadence: a step every 20 seconds
- Paint: magni coatings
- Paint thickness: 2-10 microns on the braking band, 20-micron points of maximum thickness
- Disk temperature: paint inlet about 50°C
- Pre-treatment: phosphating

Proof test: performance and results
Along the test phase, a methodology was studied so that it could guarantee to:
- reach only superficially the necessary temperature for drying the applied paint film, so to facilitate the following cooling operation
- cool the disk until it can be handled in the shortest possible time by an operator wearing gloves
Considering:
- the difference in the materials that make up the disk, cast iron in the braking band and steel in the coupling area with the wheel hub
- the used paint type
- the difference in the thickness of the applied paint
Test results
These are the results achieved during the test phase:
| Paint curing time: | from 10 minutes to 40 seconds: |
| Cooling time to make the disk manageable: | from 20 minutes to 4 minutes and 20 seconds |
The test was then completed in the Brembo laboratory to check the seal of the product, which was exposed to salt spray for 700 hours. The result achieved fully confirmed the goodness of the solution.
Being Movingfluid specialised in the production of prototypes for industrialisation, our professional consultancy saw us support Brembo until the realisation of an industrial line project, including related enhancement.
Finally, an investment estimate was drawn up for the client, including a list of all components, so that he/she could replicate the test result during production.

How did we achieve those results?
Find it out below!
Speed, in real time. Problem-specific information only.
Coordination of persons and resources.
If you are looking for efficiency in solutions to your problems
IR paint curing + adiabatic cooling. Multiplied benefits
To achieve your goals, we decided to synergistically exploit the advantages provided by two different technologies:
- infrared technology for paint curing
- adiabatic technology to cool disks in short times
Their combination has made it possible to obtain results beyond all expectations in terms of production increase, space optimisation and quality of the finished product.
Let’s see what they consist of in details.
Paint curing with IR oven
The paint curing system through infrared technology allows, unlike the usual hot air systems, to reduce the length of the curing oven, with great savings in economic terms and physical space.Infrared radiation uses electromagnetic waves to propagate, developing heat only when it meets the paint to be treated. This so targeted transmission allows great energy savings, proving to be perfectly in line with the new guidelines set by the governments to safeguard environmental resources.
Paint curing with IR technology is also an optimal solution to be applied to any type of paint:
- powder coatings: they absorb infrared radiation during the polymerisation phase
- liquid paints: water and solvents evaporate quickly, leaving a high-quality finish and not stressing the metal support from a thermal point of view
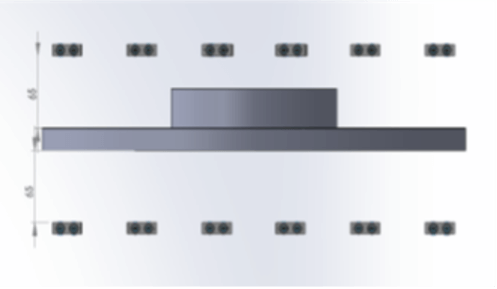
In the specific case under question, the infrared irradiation system consists of 2 surfaces made up of 6 radiant systems, divided into 6 management areas. For each zone, the upper and lower radiators can be adjusted independently.
The project provides for the possibility of modulating the irradiation power to uniform paint curing.
Adiabatic cooling
Adiabatic cooling is a completely natural physical process, based on exploiting the property of air to be able to absorb and contain a certain amount of water vapour, depending on its temperature.
A green solution because:
- it does not use any refrigerant fluid or any polluting chemical agent
- energy consumptions are reduced to the maximum, requiring only very little energy for ventilation and water distribution activities
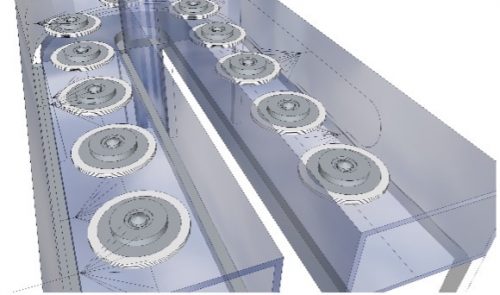
In the specific case of Brembo, a forced air blowing area was created inside which the discs were made to slide. Cooling air is sucked from the work environment, filtered, sent to the pieces to be cooled and then expelled outside.
To cool the air in contact with the parts, it was installed an adiabatic system, capable of exploiting the ability of water to subtract energy, hence heat, from the environment.
IR+ADIA: wins in paint curing in terms of times, spaces and productivity
Brembo, thanks to IR+ADIA technology, that-is-to-say infrared paint curing combined with adiabatic transformation for cooling, has thus developed a record-breaking production process for:
- Productivity: the total working cycle of brake discs has gone from 20 minutes to 5 minutes. Which means a 75% reduction in time required for the same quantity produced!
Productivity: +300% - Used space: the used area is half of what would have been needed with a conventional system!
Space: -50%
If you want to discover all the advantages that stay at the same pace with Movingfluid’s solutions, please read here!
We build trust through facts.
Want to know the benefits that IR+ADIA could bring to your process?
- Alstom [1]
- ARO Ingersoll Rand [1]
- Automotive [8]
- Brembo [2]
- Case History [13]
- Cast iron brakes [1]
- Ceramic [2]
- Chemical [3]
- chemical mixer [1]
- Chemistry [2]
- Cleaning [1]
- cleaning industrial machinery [1]
- Dilution [1]
- Dosage [4]
- Dust [1]
- Extrusion [3]
- Finishing [1]
- Fluid handling [3]
- Fluids [2]
- Food [1]
- Freni in ghisa [1]
- Gases [3]
- Glue [2]
- Henkel [1]
- Industrial Painting [4]
- IVECO [1]
- Know-how [2]
- Körber Tissue [2]
- Lamborghini [2]
- Liquid paint [1]
- Liquids [6]
- LPR [1]
- Market news [4]
- mixing chemicals [1]
- Nikola [1]
- Oenology [2]
- Oil & Gas [1]
- Paint [2]
- Paper [2]
- Paper converting [1]
- Paper industry [2]
- Powder Coating [1]
- Powders [1]
- pump test bench [1]
- Raw material producer [1]
- Saipem [1]
- Spraying [5]
- Streparava [1]
- SuperSix [1]
- Tissue [3]
- Tissue converting [2]
- Toscotec [1]
- Trail [1]
- Transfer [7]
- Verniciatura industriale [3]